Повторяемость и точность щупа: что важно при выборе
Вы смотрите на два щупа с похожей ценой и видите в паспорте цифры: у одного «точность ±2 мкм», у другого «повторяемость 1 мкм (2σ)». Какой из них лучше справится с вашей задачей — и вообще, это одно и то же или нет?
В этой статье разберём, чем принципиально различаются точность и повторяемость щупа, какие значения считаются хорошими для разных задач и как не переплатить за характеристики, которые вам не нужны.
Точность и повторяемость: в чём разница
Эти два параметра часто путают — и это дорого обходится при выборе оборудования.
Точность позиционирования
Точность позиционирования — обобщённая величина, показывающая, в каких пределах может находиться реальная координата оси после завершения позиционирования. Применительно к щупу: это то, насколько показание щупа соответствует истинному размеру детали. Точность зависит от повторяемости, но включает не только величину «разброса» ошибки, но и её среднее значение, то есть является более универсальной характеристикой.
Повторяемость позиционирования
Повторяемость — это способность щупа возвращаться в одну и ту же точку при одинаковых командах. Иными словами: если вы касаетесь одной и той же поверхности 10 раз подряд, повторяемость показывает, насколько разброс результатов мал. Если система имеет повторяемость ±0,005 мм, это значит, что при многократных перемещениях в определённую точку разброс фактических конечных положений не превысит это значение.
Разрешение
Разрешение позиционирования — минимальное приращение, на которое может переместиться рабочий орган, то есть минимальный шаг системы. Это не то же самое, что точность: высокое разрешение не гарантирует ни точности, ни повторяемости.
Ключевое правило: высокая точность невозможна без достаточного разрешения и стабильной повторяемости. Но на практике для серийного производства повторяемость важнее абсолютной точности — стабильная погрешность компенсируется коррекцией, а хаотичный разброс — нет.
Как читать паспортные данные щупа
Производители указывают повторяемость по-разному, и это легко вводит в заблуждение.
Что означает «2σ»
Обозначение «2σ» (два сигма) — это статистическая метрика. Она означает, что 95,4% всех измерений укладываются в указанный диапазон. Повторяемость 0,25 мкм (2σ) — это не максимальная погрешность в каждом замере, а верхняя граница разброса для подавляющего большинства измерений. Реальный выброс за этот диапазон возможен примерно в 1 случае из 20.
Типичные значения по классам
| Класс щупа | Повторяемость (2σ) | Типичное применение |
|---|---|---|
| Начальный уровень | 2–5 мкм | Привязка заготовки, грубый контроль |
| Средний уровень | 1–2 мкм | Серийное производство, фрезерные ЦО |
| Высокая точность | 0,5–1 мкм | Точная механика, медицина, авиа |
| Субмикронный | 0,25 мкм и менее | Прецизионная обработка, эталонные задачи |
Ряд щупов среднего класса проводит все необходимые измерения с повторяемостью 1 мкм. Флагманские модели на технологии RENGAGE™ достигают повторяемости 0,25 мкм (2σ).
Направленность погрешности
Большинство кинематических щупов триггерного типа дают разную погрешность в зависимости от направления касания. Максимальная точность измерения независимо от направления замера и постоянные отклоняющие усилия — это характеристика оптоэлектронных систем нового поколения, а не всех щупов подряд. При выборе уточняйте, равномерна ли точность по всем осям.
Что реально влияет на повторяемость в производстве
Паспортные данные — это условия идеального стенда. На реальном станке к ним добавляется целый список факторов.
Кинематика и механика станка
На результат влияют люфт в кинематике, жёсткость станины, состояние ШВП и направляющих, качество подшипников шпинделя, разрешение энкодеров. Щуп с повторяемостью 0,5 мкм на изношенном шпинделе с биением 5 мкм не раскроет свой потенциал.
Температура
Температурное расширение конструкции даже на 0,01 мм может смещать позицию. В условиях нестабилизированного цеха (перепад температуры 5–10 °C за смену) реальная воспроизводимость результатов хуже паспортной в 2–3 раза.
Условия измерения на станке
Неблагоприятные условия измерений — СОЖ, стружка, высокая температура — прямо влияют на погрешность. Выбирайте щуп с классом защиты не ниже IP67 для работы в зоне активного применения СОЖ.
Передача сигнала
Измерительный щуп для ЧПУ является съёмным, поэтому передача сигнала в процессе измерения должна выполняться бесконтактно. Радиоканал (RF) стабильнее в условиях металлической стружки и масляного тумана, чем инфракрасный канал (IR), который чувствителен к загрязнению оптики.
Важно: повторяемость щупа — только одна из составляющих суммарной погрешности системы. Точность измерений на станке также зависит от точности перемещений рабочего органа, несущего измерительный щуп.
Как принцип работы щупа влияет на точность
Триггерный (кинематический) принцип
Наиболее распространённый тип. В контактных датчиках триггерного типа при отклонении контактного элемента генерируется триггерный сигнал, который передаётся в систему ЧПУ; затем система управления выполняет настройку длины и радиуса инструмента, обнаружение износа или проверку поломки. Типичная повторяемость — 1–2 мкм. Минус: анизотропия (точность зависит от направления касания).
Оптоэлектронный принцип
Несравненно высокая точность и скорость обмера обрабатываемых деталей достигается благодаря многонаправленному измерительному механизму с оптоэлектронной генерацией сигнала переключения. Подходит для высокоскоростных измерений в жёстких условиях.
Тензодатчики (strain gauge)
В основе — запатентованная технология тензодатчиков, которая обеспечивает субмикронную повторяемость и высокую стабильность даже в сложных условиях производства. Это топовый класс щупов — для задач, где нужна повторяемость менее 0,5 мкм.
| Принцип | Повторяемость | Стоимость | Анизотропия |
|---|---|---|---|
| Триггерный кинематический | 1–2 мкм | Средняя | Есть |
| Оптоэлектронный | 0,5–1 мкм | Выше средней | Минимальная |
| Тензодатчики (RENGAGE) | 0,25 мкм | Высокая | Нет |
Для каких задач какой щуп выбирать
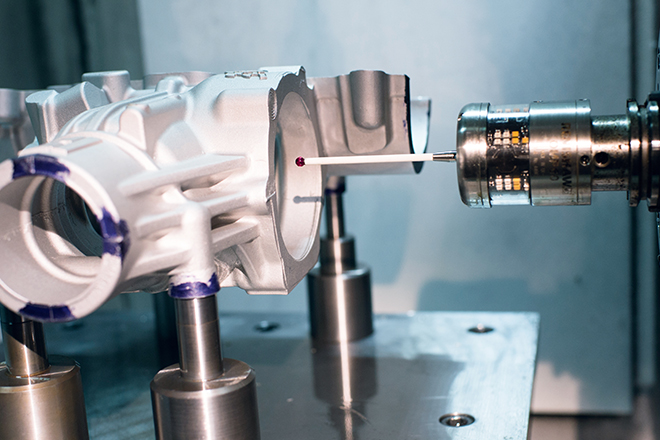
Системы измерительных щупов превосходно подходят для быстрого и высокоточного обмера обрабатываемых деталей на станках в условиях штучного и серийного производства. Но конкретный выбор зависит от допуска вашей детали.
Привязка заготовки и нуля детали — достаточно повторяемости 2–5 мкм. Любой щуп среднего класса справится. Не нужно переплачивать за субмикронные характеристики.
Контроль размеров в серийном производстве — нужна повторяемость 1–2 мкм. Использование точных датчиков позволяет не только экономить время на настройку оборудования, но и значительно повышает качество обработки благодаря точному измерению рабочих инструментов и деталей.
Прецизионная обработка (медицина, авиация, оптика) — повторяемость 0,25–0,5 мкм, тензодатчиковый принцип, стабилизированная температура в цехе.
Малые и миниатюрные детали — важна не только повторяемость, но и размер щупа. Диаметр измерительного шарика от 0,2 мм позволяет работать в условиях ограниченного пространства.
Подобрать измерительный щуп по задаче →
Быстрая памятка: как выбрать щуп по точности и повторяемости
- Определите допуск детали → повторяемость щупа должна быть минимум в 5–10 раз меньше поля допуска
- Проверьте условия измерения → СОЖ, стружка, перепады температуры снижают реальную точность относительно паспортной
- Уточните анизотропию → для многоосных измерений берите щуп с равномерной точностью по всем направлениям
- Выберите канал связи → RF для тяжёлых условий, IR — для чистой среды
- Оцените класс защиты → не ниже IP67 при работе с СОЖ
- Сопоставьте с точностью станка → дискретность перемещений привода подач в современных станках с ЧПУ равна 1 мкм, а в некоторых — 0,1 мкм ; нет смысла ставить щуп точнее, чем позволяет механика станка
Смотреть каталог измерительных щупов →
Связанные статьи
Похожие статьи

20 июня 2026 г.
Контактные и бесконтактные щупы: в чём разница
Разбираем принципы работы контактных и бесконтактных щупов, их точность, ограничения и сферы применения — от слесарных зазоров до станков с ЧПУ.
Читать статью
16 июня 2026 г.
Радиощуп, оптический или кабельный: какой тип передачи выбрать
Сравниваем три типа передачи сигнала в измерительных щупах для ЧПУ: радио, ИК-оптику и кабель. Разбираем плюсы, минусы и сценарии применения.
Читать статью
7 июля 2026 г.
Прослеживаемость измерений и сертификаты калибровки
Что такое прослеживаемость измерений, как читать сертификат калибровки щупа и зачем это нужно при работе на ЧПУ.
Читать статью