Blum-Novotest: обзор измерительных решений для станков с ЧПУ
На современном производстве брак из-за износа инструмента или неверной привязки детали обходится дороже, чем сама измерительная система. Blum-Novotest решает именно эту задачу: автоматический контроль прямо в рабочей зоне станка, без остановки цикла и без участия оператора.
В этой статье разберём всю линейку Blum-Novotest — контактные щупы серии TC, лазерные системы LaserControl, компактные датчики Z-Nano, сканирующие решения DIGILOG и системы контроля шероховатости RoughnessControl — с конкретными характеристиками и сценариями применения.
Что такое Blum-Novotest и почему это стандарт отрасли
Фирма Blum-Novotest GmbH является признанным лидером в области технологии измерения и контроля, являясь на протяжении более 45 лет надёжным партнёром предприятий машиностроения. Основные направления компании — измерительные компоненты для настройки и контроля параметров инструментов и деталей на токарных, фрезерных и шлифовальных станках с ЧПУ; специализированные контрольно-измерительные технологии преимущественно для автомобильной промышленности; испытательные стенды NOVOTEST для сложных технологических узлов в авиакосмической и автомобильной отрасли. Мировые лидеры по производству современных металлообрабатывающих станков с ЧПУ устанавливают измерительные системы Blum-Novotest прямо на заводе — это лучшая рыночная рекомендация.
Ключевая философия
Компания работает в сфере автоматического регулирования процесса металлообработки, которое предназначено для поддержания с требуемой точностью заданных режимов технологического процесса без участия человека. Это достигается за счёт использования измерительных систем на станках с ЧПУ для контроля деталей и режущего инструмента. Система работает под управлением ЧПУ станка, и для неё не требуется применение сторонней вычислительной техники или знания других языков программирования.
Полная линейка измерительных решений
Blum-Novotest предлагает комплексную систему датчиков для станков с ЧПУ, покрывающую все ключевые задачи контроля: геометрия и положение деталей — касательные 3D-щупы TC; настройка и контроль состояния инструмента — Z-Nano и LaserControl; контроль формы сложных поверхностей — сканирующие решения DIGILOG; измерение шероховатости — системы RoughnessControl; дополнительный контроль отверстий и температуры — нутромеры BG и датчики TG.
| Серия | Тип | Главная задача |
|---|---|---|
| TC52 / TC62 | Контактный 3D-щуп | Измерение детали, привязка нуля |
| TC53 / TC63 | 3D-щуп адаптивный | Токарно-фрезерные центры, спецзадачи |
| Z-Nano | Контактный датчик инструмента | Настройка длины/диаметра фрезы |
| LaserControl | Лазерная система | Бесконтактный контроль инструмента |
| DIGILOG | Сканирующий щуп | Сложные поверхности, профили |
| RoughnessControl | Датчик шероховатости | Контроль Ra/Rz прямо на станке |
Контактные 3D-щупы серии TC: измерение детали
Щупы серии TC — основа для привязки детали, поиска нуля заготовки и контроля размеров непосредственно в цикле обработки.
TC52 / TC62 — универсальные щупы для обрабатывающих центров
Уникальный двунаправленный измерительный механизм с оптоэлектронной генерацией сигнала переключения обеспечивает непревзойдённую точность при максимальных скоростях измерения до 5 м/мин. TC52 / TC62 — максимальная точность при скоростях измерения до 2 м/мин; универсальные измерительные щупы для минимальной длительности измерения в самых жёстких условиях работы в средних и малых обрабатывающих центрах.
TC53 / TC63 — адаптивные 3D-щупы
TC53 / TC63 — специальные измерительные щупы 3D с ЧПУ для токарных и фрезерных станков с адаптацией по индивидуальному заказу. Эта серия востребована там, где стандартная геометрия корпуса не вписывается в компоновку шпиндельного узла или требуется нестандартная длина вылета.
Способы передачи сигнала
В зависимости от особенностей каждого станка возможны различные варианты подключения датчиков — по проводам, по радиоканалу, посредством инфракрасной связи. Радио- и ИК-варианты предпочтительны для крупных обрабатывающих центров, где кабель создаёт ограничения хода по осям.
Защита и надёжность
Общая черта всех решений — адаптация к реальным условиям производства: защита IP68, стойкость к СОЖ, вибрациям и перепадам температур, глубокая интеграция с ЧПУ и фирменным программным обеспечением.
Ключевое правило: Щупы серии TC работают непосредственно в среде СОЖ — мойка рабочей зоны между операциями не требует демонтажа датчика.
Z-Nano и LaserControl: контроль инструмента
Контроль инструмента — отдельная задача от измерения детали. Здесь Blum предлагает два принципиально разных подхода: контактный (Z-Nano) и бесконтактный (LaserControl).
Z-Nano — контактный датчик настройки инструмента
Z-Nano устанавливается стационарно на столе станка. Фреза или сверло подводится к измерительной площадке, оптический триггер фиксирует момент касания.
Оптический триггер фиксирует момент касания и передаёт сигнал в ЧПУ. В результате выполняется автоматическая коррекция таблицы инструмента по длине, мгновенная остановка станка при поломке или отсутствии инструмента, выверка положения и термокомпенсация для обеспечения стабильных размеров. Для повышения надёжности применяются системы обдува измерительной площадки сжатым воздухом, обеспечивающие чистое касание даже в условиях интенсивной подачи СОЖ.
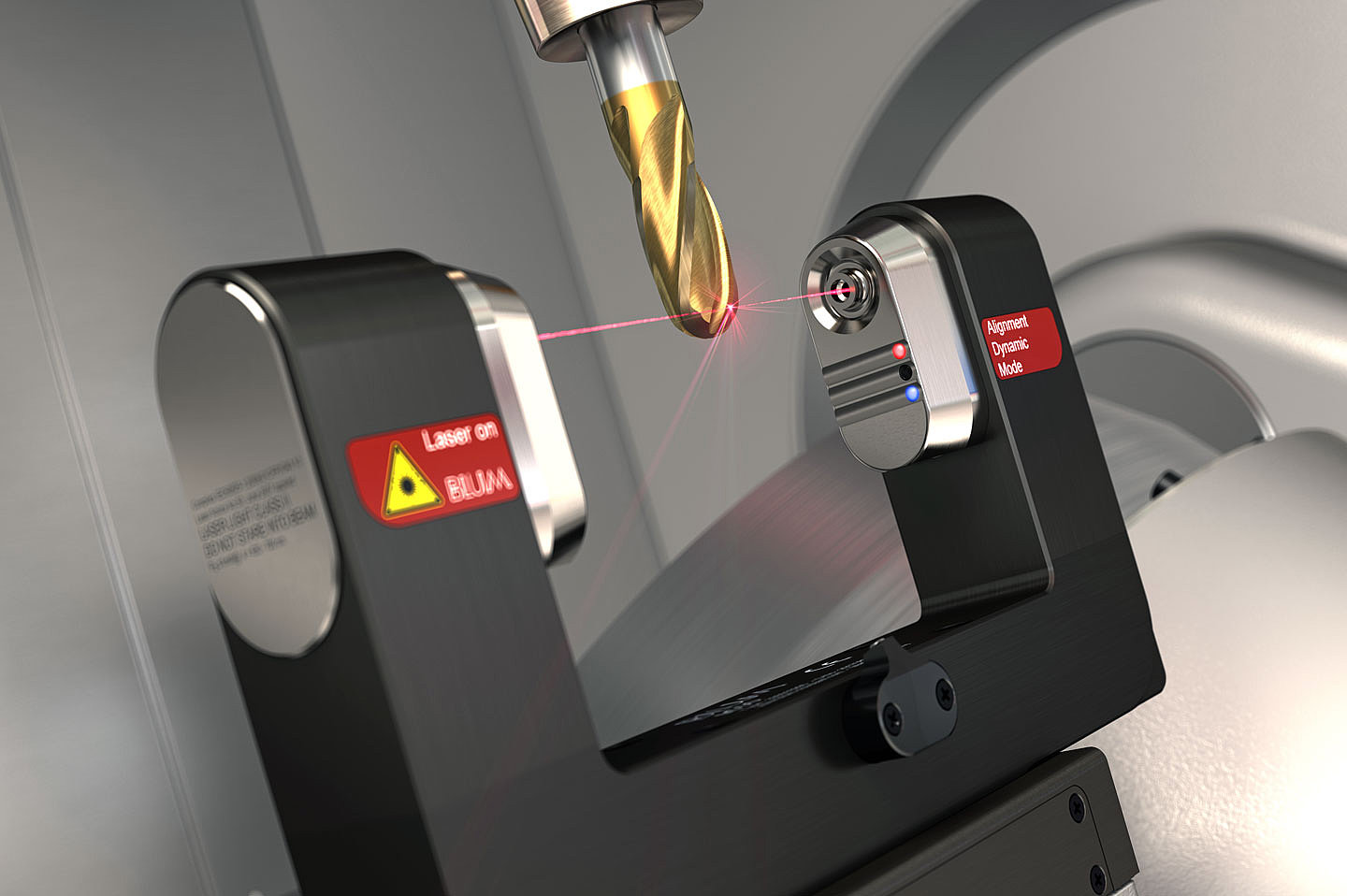
LaserControl — бесконтактная лазерная система
Компания имеет многолетний опыт работы в сфере производства лазерных измерительных систем для станков с ЧПУ и является мировым лидером в данной области. Компактные устройства обеспечивают устойчивые высокоточные измерения и могут быть использованы в обрабатывающих центрах даже при жёстких условиях работы. Принципиально лазерная измерительная система, в конструкцию которой входят передатчик красного луча 2 класса и приёмник, представляет собой оптический высокоточный светобарьер. Лазерные датчики серии LaserControl обеспечивают бесконтактный высокоточный контроль инструмента: измерение длины и радиуса/диаметра, контроль поломки и отсутствия инструмента, сканирование формы режущей части и анализ износа кромок. Тонкий лазерный луч пересекает вращающийся инструмент, и по степени перекрытия луча определяется положение режущих кромок. Лазерная измерительная система позволяет: быстро выявлять микроизнос и поломку инструмента; измерять длину и радиус инструмента; определять радиальное биение осевого инструмента; выполнять осевую компенсацию; контролировать отдельные режущие кромки инструмента с несколькими кромками; производить измерение параметров токарных инструментов и определять вершинную точку.
Защита лазерного окна
Система обеспечивает максимальную очистку входного сжатого воздуха, а также препятствует попаданию посторонних предметов на линзу благодаря грязезащитным заслонкам, плунжеру и запирающему воздуху, что гарантирует защиту от загрязнений и проходимость лазерного луча.
Форм-факторы LaserControl
Компания предлагает два варианта применения системы: компактная конструкция в виде скобы длиной до 1000 мм и модульная одинарная система для случаев, когда нет возможности установить лазерную систему на столе или в рабочей зоне.
| Параметр | Z-Nano (контактный) | LaserControl (бесконтактный) |
|---|---|---|
| Принцип | Касание щупом | Перекрытие лазерного луча |
| Инструмент при измерении | Остановлен | Вращается (рабочие обороты) |
| Контроль биения | Нет | Да |
| Контроль отдельных кромок | Нет | Да |
| Типичное применение | Настройка длины, контроль поломки | Полный контроль инструмента |
Ключевое правило: Для микроинструмента диаметром менее 1 мм LaserControl предпочтительнее — контактный метод создаёт риск деформации или поломки тонкой оснастки.
DIGILOG и RoughnessControl: контроль формы и качества поверхности
Это специализированные решения для задач, выходящих за рамки стандартного позиционного контроля.
DIGILOG — сканирующий щуп
DIGILOG реализует аналоговый (сканирующий) режим измерения вместо триггерного. Щуп непрерывно считывает отклонение стилуса в процессе движения по поверхности, что позволяет строить профиль детали за один проход. Применяется для контроля лопаток, кулачков, сложных криволинейных поверхностей — там, где набор точечных замеров слишком медленен или недостаточно информативен.
RoughnessControl — измерение шероховатости на станке
RoughnessControl закрывает задачу, которую раньше решали только в лаборатории на профилометре. Датчик устанавливается в шпиндель или на отдельный держатель и измеряет параметры Ra и Rz прямо после финишного прохода, не снимая деталь со стола.
Это позволяет в автоматическом режиме, непосредственно в процессе изготовления деталей, вносить корректировку в программу станка, чтобы достигать максимальной точности деталей и минимизировать процент брака.
Интеграция с ЧПУ и измерительные циклы
Программно-аппаратные комплексы Blum-Novotest глубоко интегрируются в систему управления станком, что позволяет проводить измерения с огромной скоростью. Стандартные и специальные измерительные циклы Blum дополняют возможности лазерной системы и делают её многофункциональной, что позволяет измерить практически любой инструмент, как профильный, так и ацентрический, а также измерить кромку прямой и округлой формы вращающихся и неподвижных инструментов.
Циклы Blum поддерживаются нативно в стойках Fanuc, Heidenhain, Siemens и Mitsubishi — вы вызываете готовый макрос с параметрами, не пишете алгоритм с нуля. Результат измерения автоматически записывается в таблицу коррекций инструмента или корректирует смещение нуля детали.
Что происходит при обнаружении отклонения
Все операции, выполняемые системами, можно производить на станке, и в случае зафиксированных отклонений все компенсации и изменения можно производить без дополнительных действий оператора-наладчика. В ряде случаев система информирует оператора об аварийных ситуациях и отклонениях, требующих вмешательства специалиста.
Экономический эффект от внедрения
Предприятия, применяющие измерительные устройства Blum, получают дополнительные преимущества: уменьшение числа ошибок оператора-станочника, предсказуемость времени обработки, а также более полную загрузку оборудования.
Конкретные цифры зависят от типа производства, но типичные результаты внедрения на серийных участках:
- Сокращение времени на ручную привязку инструмента на 70–90 %
- Снижение брака по геометрии на 30–60 %
- Исключение потерь от поломки дорогостоящего инструмента — за счёт цикла контроля поломки перед каждой операцией
- Возможность работы станка в безлюдную смену без постоянного присутствия оператора
Ключевое правило: Самый быстрый возврат инвестиций даёт связка LaserControl + цикл контроля поломки инструмента на участках с дорогой оснасткой (твердосплавные фрезы, свёрла малого диаметра, резьбовые метчики).
Подобрать измерительную систему Blum под ваш станок →
Быстрая памятка: как выбрать решение Blum-Novotest
- Нужна привязка детали и контроль размеров → щупы TC52 / TC62 с радио- или ИК-передачей сигнала
- Нужна настройка инструмента по длине/диаметру → Z-Nano (контактный, быстро, просто)
- Нужен контроль биения и состояния кромок → LaserControl (бесконтактно, на рабочих оборотах)
- Работаете с микроинструментом < 1 мм → только LaserControl, контакт недопустим
- Нужен профиль сложной поверхности за один проход → DIGILOG (сканирующий режим)
- Нужен контроль шероховатости Ra/Rz без выноса детали → RoughnessControl
- Нет места на столе для скобы LaserControl → модульная одинарная система (передатчик и приёмник монтируются раздельно)
Смотреть каталог датчиков Blum-Novotest →
Связанные статьи
Похожие статьи
1 июля 2026 г.
Renishaw: обзор линейки измерительных систем для ЧПУ
Полный обзор линейки Renishaw: щупы для деталей, датчики инструмента, лазерные системы и ПО. Что выбрать под конкретный станок и задачу.
Читать статью
30 июня 2026 г.
Контактный или лазерный датчик инструмента: что выбрать
Сравниваем контактный и лазерный датчик инструмента для ЧПУ: точность, скорость, условия применения и критерии выбора.
Читать статью
30 июня 2026 г.
Очистка и обслуживание лазерных датчиков инструмента на ЧПУ
Как правильно обслуживать лазерный датчик инструмента: очистка оптики, продувка, проверка юстировки и регламент ТО для Renishaw NC4 и Blum Laser Control.
Читать статью