
Привязка инструмента по датчику: как настроить
Управляющая программа написана, инструмент зажат в шпинделе — но станок всё ещё не знает, где именно в пространстве находится режущая кромка. Система координат станка пока не понимает, в каких точках находятся режущие кромки фрезы или резца. Чтобы программа отработала корректно, нужно выполнить привязку инструмента — определить вылеты фрезы, сверла или резца по осям и занести полученные значения в УП. Ошибки на этой стадии приводят к серьёзным последствиям — от брака в изготовлении заготовки до поломки инструмента и даже самого дорогостоящего оборудования.
В этой статье разберём, как работает привязка инструмента по датчику (tool setter): какие виды датчиков бывают, как выполнить привязку пошагово в ручном и автоматическом режиме, на что обратить внимание при настройке и как избежать типичных ошибок.
Что такое привязка инструмента и зачем нужен датчик
Привязка инструмента на станках с ЧПУ — это ключевой этап настройки оборудования, который обеспечивает его стабильную и точную работу. Этот процесс заключается в определении точного положения режущего инструмента относительно заготовки и напрямую влияет на качество и точность конечного изделия. Существуют две основные категории методов привязки: механические и электронные. Механические основаны на ручном измерении положения инструмента с использованием микрометров, индикаторов и щупов. Электронные используют специальные датчики и измерительные системы для автоматического определения координат инструмента.
Почему датчик предпочтительнее ручных методов
Многие станки комплектуются электронными датчиками привязки инструмента, которые также называют tool setter. Работать с ними удобно и быстро, определение координат выполняется в автоматическом режиме, что исключает вероятность ошибки. Датчики привязки инструмента для фрезерных ЧПУ определяют длину инструмента с высокой точностью, фиксируют момент касания с измерительной поверхностью, передают данные в систему ЧПУ для автоматической корректировки, снижают вероятность ошибок при ручной настройке и позволяют учитывать износ режущих кромок.
Важно: Регулярная калибровка важна не только для поддержания точности, но и для продления срока службы оборудования. Со временем инструменты изнашиваются, а их параметры могут изменяться, что приводит к нежелательным отклонениям в процессе обработки. Автоматическая корректировка позволяет своевременно устранять такие проблемы, сохраняя стабильность работы станка и минимизируя риск брака.
Виды датчиков привязки инструмента
Выбор датчика зависит от типа станка, требуемой точности и условий эксплуатации.
Контактный (механический) датчик
Работа датчика основана на замыкании электрической цепи или срабатывании оптического сенсора. При контакте инструмента с чувствительным элементом датчик передаёт сигнал в ЧПУ. Система фиксирует точку касания, рассчитывает точные координаты и вносит коррективы в управляющую программу. Механический тип: инструмент нажимает на пружинный контакт или чувствительную пластину, замыкая цепь.
Такой датчик прост в конструкции, надёжен и доступен по цене. Типичная точность — 0,001–0,005 мм.
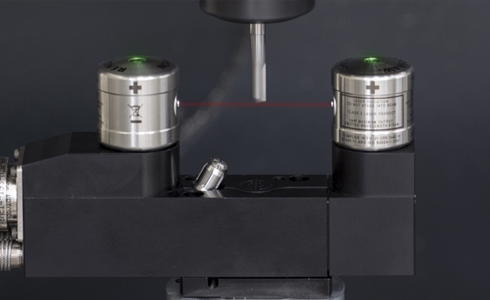
Лазерный датчик
Лазерные системы не требуют физического контакта с инструментом. Луч пересекается вращающейся фрезой, система вычисляет диаметр и длину за один проход. Применяются для хрупкого инструмента малого диаметра (граверы, микрофрезы от ∅0,1 мм) и высокоскоростных шпинделей. Данные каждого инструмента вносятся в систему управления, в том числе посредством лазерных измерительных систем.
Датчик для токарного станка
На токарном станке заготовка вращается, а инструмент остаётся неподвижным. Датчик привязки инструмента для токарного станка выполняет другую задачу — фиксирует положение резца относительно центра детали.
| Тип датчика | Точность | Тип станка | Особенности |
|---|---|---|---|
| Контактный (пружинный) | 0,001–0,005 мм | Фрезерный, токарный | Универсален, доступен |
| Лазерный | до 0,001 мм | Фрезерный | Бесконтактный, для малого ∅ |
| Встроенный (tool setter) | 0,002–0,005 мм | Фрезерный, обрабатывающий центр | Автоматическая привязка |
| Индуктивный | 0,005–0,01 мм | Токарный | Работает в агрессивных средах |
Совет: При работе в агрессивных средах лучше выбирать датчики с защитой от пыли, влаги и механических повреждений.
Подобрать датчик привязки инструмента →
Как работает привязка по датчику: принцип и алгоритм
Во время настройки и эксплуатации оборудования используют ручную, автоматическую и полуавтоматическую привязку. Разберём каждый режим подробно.
Автоматический режим
Инструмент подводится вручную на расстояние около 3 мм от датчика, после чего подаётся команда на определение координаты. В автоматическом режиме резец касается поверхности, а система станка сама делает расчёт и вносит корректор в таблицу инструментов. Автоматический режим (Automatic) применяется для обновления значений или после замены пластины.
Ручной режим
Ручной режим (Manual) используется для самой первой привязки инструмента. Оператор последовательно подводит каждый инструмент к датчику, подтверждает касание, система записывает значения в таблицу корректоров.
Режим контроля износа (Break Detect)
Режим проверки износа или поломки инструмента (Break Detect) используется для контроля состояния инструмента. Разница имеющегося и полученного значений не должна превышать заданную дельту. Этот режим незаменим при длительных программах: если фреза сломалась или значительно износилась, станок остановится до начала брака.
Пошаговая настройка привязки инструмента по датчику
Подготовка
На этапе подготовки убедитесь в хорошем состоянии режущих кромок рабочего инструмента, в случае необходимости замените его или заточите. Убедитесь, что датчики и измерительные устройства настроены и откалиброваны.
Порядок выполнения на фрезерном станке
-
Установите инструмент в шпиндель → проверьте надёжность зажима, убедитесь, что конус или цанга чистые.
-
Переведите станок в режим MDI или JOG → подведите инструмент над датчиком на расстояние 3–5 мм по оси Z.
-
Вызовите команду привязки со стойки → определение координат датчиком, известным как «tool setter», производится автоматически. Задав соответствующую команду, оператор подводит фрезу на расстояние около 3 мм к датчику и подаёт сигнал на определение координаты.
-
Дождитесь касания и фиксации → система автоматически запишет длину инструмента в таблицу корректоров.
-
Повторите для каждого инструмента → выбранный инструмент встанет в рабочую позицию и коснётся датчика, двигаясь по осям Z и X.
-
Задайте ноль детали → после привязки инструментов нужно выбрать рабочее смещение и задать значения по X и Z. Используя любой из уже привязанных инструментов, коснитесь поверхности детали и нажмите «Измерение по Z». Расстояние от поверхности датчика до торца детали загрузится в G54.
Порядок выполнения на токарном станке
Чтобы правильно выполнить привязку инструмента, наладчик должен точно определить вылеты инструментов по координатам Х и Z, а затем, нажав на пульте управления кнопку MENU OFFSET, записать их в таблицу корректоров. В таблицу корректоров вводится удвоенное значение по оси Х, а также значение вылета инструмента по оси Z. Ускорить процедуру наладки токарного станка с датчиком привязки можно благодаря оперативному вводу в таблицу корректоров значений вылета, указанных в каталоге или полученных путём непосредственных замеров.
Ключевое правило: Внимательно проверьте правильность введённых данных в управляющую программу и убедитесь, что все значения соответствуют используемому инструменту.
Обновление привязки после замены инструмента
Коррекции инструмента можно обновить в любое время, например после замены или поворота пластины. Это особенно важно при работе со сменными пластинами: даже незначительное смещение кромки после поворота (0,02–0,05 мм) может дать брак при допуске H7.
Для обновления значений выполните те же шаги, что и при первичной привязке, но выберите автоматический режим — он перезапишет только изменившиеся значения, не затрагивая остальные инструменты в таблице.
Регулярно проверяйте состояние инструментов и корректность их работы.
Типичные ошибки при привязке по датчику
| Ошибка | Последствие | Решение |
|---|---|---|
| Грязь или стружка на рабочей поверхности датчика | Смещение нуля на 0,05–0,3 мм | Очищать датчик перед каждым использованием |
| Привязка с изношенным инструментом | Ошибочные корректоры во всей партии | Проверять кромки до привязки |
| Не выполнен тестовый прогон после привязки | Авария при первом рабочем проходе | Всегда делать пробный запуск |
| Неверная ось вылета для токарного резца | Брак по диаметру или длине | Вводить X и Z раздельно, проверять по каталогу |
| Пропущено обновление после замены пластины | Несоответствие реального и заданного вылета | Использовать Break Detect или ручное обновление |
Выполните тестовый запуск программы, чтобы убедиться, что нет сбоев и станок работает в штатном режиме.
Выбор датчика: на что обратить внимание
В современных станках применяют автоматизированные системы привязки, такие как Hexagon, Pioneer, Renishaw и другие. Для тех владельцев ЧПУ-станков, чья техника не снабжена автоматическими датчиками привязывания фрезы или резца, можно приобрести подобные измерительные системы отдельно.
При выборе датчика учитывайте:
-
Совместимость с системой ЧПУ. Важно изучить интерфейсы передачи данных и поддержку конкретных систем ЧПУ.
-
Точность. Для металлообработки с допусками до ±0,01 мм нужен датчик с повторяемостью не хуже 0,002 мм.
-
Среда эксплуатации. Деревообработка, пластик — достаточно стандартного IP54. Металлообработка с СОЖ — нужен IP67 и выше.
-
Тип станка. Фрезерный и токарный датчики различаются конструктивно и не взаимозаменяемы.
-
Способ монтажа. Стационарный (встроенный в стол) или съёмный (переносной).
Смотреть датчики привязки инструмента в каталоге →
Быстрая памятка: как выполнить привязку инструмента по датчику
- Проверьте инструмент → режущие кромки должны быть целыми, хвостовик — чистым.
- Очистите датчик → стружка и масло дают погрешность до 0,3 мм.
- Подведите инструмент → на расстояние 3–5 мм от рабочей поверхности датчика по Z.
- Выберите режим привязки → ручной (первичная), автоматический (обновление), Break Detect (контроль).
- Запустите определение координат → дождитесь записи корректора в таблицу.
- Повторите для всех инструментов → не пропускайте ни одну позицию в программе.
- Задайте ноль детали → привяжите G54–G59 к торцу или другой базовой поверхности.
- Выполните тестовый прогон → на малой подаче или в режиме dry run без врезания.
Подобрать датчик привязки под ваш станок →
Связанные статьи
Похожие статьи
30 июня 2026 г.
Калибровка лазерного датчика привязки инструмента
Как правильно выполнить калибровку лазерного датчика привязки инструмента на ЧПУ: эталонный калибр, процедура, периодичность, типичные ошибки.
Читать статью
30 июня 2026 г.
Как часто проверять привязку инструмента на станке
Разбираем, когда и как часто нужно проверять привязку инструмента на ЧПУ-станке, чтобы не получить брак и не допустить аварии.
Читать статью
16 июня 2026 г.
щуп для привязки инструмента vs щуп для измерения детали: в чём разница
Разбираем ключевые отличия щупа привязки инструмента и щупа измерения детали на ЧПУ: конструкция, задачи, точность, монтаж и совместимость.
Читать статью