
щуп для привязки инструмента vs щуп для измерения детали: в чём разница
На обрабатывающем центре стоят два щупа — и оба называются «измерительными». Оператор берёт первый попавшийся, ставит не туда — и получает брак уже на первом проходе. Путаница между щупом привязки инструмента и щупом измерения детали встречается даже у опытных наладчиков.
В этой статье разберём, чем принципиально отличаются эти два типа устройств: по конструкции, по задачам, по точности, по месту установки и по тому, как правильно выбрать нужный под вашу задачу.
Что решает каждый из щупов
Прежде чем сравнивать — зафиксируем задачи. Это не взаимозаменяемые инструменты, а два звена одной цепи подготовки станка к работе.
щуп привязки инструмента (Tool Setter)
Датчик измерения и контроля инструмента решает три задачи: замер инструмента, контроль износа и обнаружение повреждений режущей кромки. Он определяет фактические геометрические параметры каждого инструмента в магазине — длину вылета и диаметр — и записывает их в таблицу корректоров ЧПУ.
Автоматический режим применяется для обновления значений после замены пластины, а режим контроля износа или поломки (Break Detect) используется для проверки состояния инструмента. Это особенно важно при серийной обработке: щуп фиксирует, что пластина сломалась или изношена, до того как будет испорчена деталь.
щуп измерения детали (Touch Probe)
Датчик для измерения заготовок и деталей решает задачи привязки заготовки и контроля размеров готового изделия. Он устанавливается в шпиндель станка как обычный инструмент и щупает поверхности заготовки, чтобы определить её положение в рабочем пространстве и задать нулевую точку (G54, G55 и т. д.).
Контактные щупы заменяют ручной инструментальный контроль, для которого нужно снимать заготовку и выполнять поверку деталей на координатно-измерительных машинах — этот процесс требует большего числа действий и увеличивает время простоя оборудования.
Конструктивные отличия
Внешне оба устройства похожи: корпус с контактным элементом, беспроводной передатчик сигнала. Но конструкция принципиально разная.
щуп привязки инструмента
Датчик контроля инструмента статично устанавливается на рабочем столе станка и замеряет диаметр и вылет инструмента по длине. Такие датчики бывают контактными и бесконтактными (лазерными) — в последнем случае обмер происходит в момент, когда луч прерывается, касаясь инструмента.
Контактная площадка плоская или в форме диска — инструмент опускается на неё сверху по оси Z, а при необходимости касается сбоку для измерения диаметра. Для точного измерения режущего инструмента необходимо выкатать площадку с допуском в 5 мкм; если это значение не достигается, производят настройку регулировочными винтами в соответствии с монтажной инструкцией производителя щупа. Контактные щупы для привязки инструмента применяются в основном на трёхкоординатных обрабатывающих центрах и располагаются в рабочем пространстве станка, в большинстве случаев на столе станка — в одном из крайних положений, чтобы не мешать при обработке детали.
щуп измерения детали
Датчик измерения детали — это датчик контакта (touch probe), который состоит из щупа в виде твердотельного (рубинового) шарика, сигнального устройства и источника питания. Рубиновый шарик жёстко закреплён на стилусе и касается поверхности заготовки в любом направлении — по X, Y, Z.
Диаметр измерительного шарика может быть от 0,2 мм для работы в условиях ограниченного пространства, а скорость подачи щупа составляет 480 мм/мин при максимально мягких касаниях. Датчик контакта хранится в инструментальном магазине станка, его параметры вносятся в систему ЧПУ при ПНР. Сигнальное устройство датчика реагирует на любые касания щупа по принципу замыкания-размыкания электроцепи.
| Параметр | щуп привязки инструмента | щуп измерения детали |
|---|---|---|
| Место установки | Стационарно на столе станка | В шпиндель (из магазина) |
| Контактный элемент | Плоская площадка / лазерный луч | Рубиновый шарик на стилусе |
| Направление измерения | Главным образом Z + радиальное | X, Y, Z (все направления) |
| Объект измерения | Инструмент (длина, диаметр) | Заготовка (положение, размер) |
| Тип фиксации | Стационарный | Сменный (как инструмент) |
| Контроль износа | Да (Break Detect) | Нет |
Точность и повторяемость
Оба типа щупов работают в диапазоне точности, недоступном для ручных методов.
Профессиональные системы проводят все необходимые измерения с повторяемостью 1 мкм. Это справедливо для обоих типов устройств при правильной калибровкае и исправном оборудовании.
Важно: точность щупа реализуется только при регулярной калибровкае. При снятии или замене щупа для привязки инструмента, износе контактной площадки, а также просто с определённым периодическим интервалом необходимо проводить калибровкау щупа для привязки и контроля режущего инструмента. Проверку соосности, калибровкау длины и радиуса измерительного щупа выполняют при поломке или замене измерительного наконечника. Если этого не делать, есть риск неправильно расположить заготовку на рабочем столе и выпустить бракованную деталь.
щуп измерения детали дополнительно калибруется по радиусу: для калибровкаи по радиусу в современных системах управления существуют различные циклы, такие как калибровкаа от эталонного кольца, от эталонной цилиндрической цапфы и от высокоточной сферы.
Передача сигнала и совместимость
Системы ЧПУ для фрезерных станков могут передавать сигналы датчикам и принимать от них сигналы состояния по разным технологиям, в том числе через оптическую (инфракрасную) систему передачи данных. Также используется радиочастотная передача (2,4 ГГц). Выбор протокола определяется производителем щупа и стойкой ЧПУ.
щупы Renishaw, Heidenhain, Marposs и Blum — наиболее распространённые бренды. Большинство из них выпускают оба типа устройств в рамках единой экосистемы: один приёмник на стойке ЧПУ обслуживает и tool setter, и touch probe.
Внедрение цифровых систем позволяет интегрировать операции по измерению заготовки и последующей корректировки непосредственно в цикл обработки, выводя производство на новый уровень.
Что проверить перед покупкой:
- Совместим ли протокол передачи сигнала с вашей стойкой ЧПУ (Siemens, Fanuc, Heidenhain, Mitsubishi)
- Есть ли готовые измерительные циклы под вашу систему управления
- Нужен ли отдельный приёмник или он уже встроен в станок
Типичные ошибки при выборе и эксплуатации
Использование щупа детали вместо tool setter. Touch probe в шпинделе не предназначен для касания вращающегося инструмента — это повредит рубиновый шарик и даст грубую погрешность.
Отказ от калибровкаи после замены стилуса. При смене измерительного наконечника или его поломке, а также просто с определённым периодическим интервалом необходимо проводить проверку соосности, калибровкау длины и радиуса измерительного щупа.
Игнорирование функции Break Detect. Режим проверки износа или поломки инструмента (Break Detect) используется для контроля состояния инструмента; разница имеющегося и полученного значений не должна превышать заданную дельту. Если эту функцию не активировать, сломанная пластина уйдёт в работу.
Установка tool setter в центре стола. Он должен находиться у края рабочей зоны — иначе уменьшает полезную площадь стола и мешает смене заготовки.
Быстрая памятка: как выбрать нужный щуп
- Определите задачу → привязка инструмента (длина/диаметр фрезы, сверла, резца) — нужен tool setter; нахождение нуля детали и контроль размеров — нужен touch probe
- Проверьте стойку ЧПУ → уточните поддерживаемые протоколы (ИК, радио) и наличие готовых измерительных циклов
- Оцените размер станка → для малых и средних обрабатывающих центров подойдут компактные датчики диаметром от 25 мм; для крупных нужна усиленная конструкция с защитой от ударов и вибраций
- Запланируйте калибровкау → сразу приобретите эталонное кольцо или плитку Иогансона — они понадобятся при первой настройке и после каждой замены наконечника
- Рассмотрите комплект → щуп детали + tool setter от одного производителя на общий приёмник дешевле, чем два разных решения
Подобрать щуп под ваш станок →
Смотреть каталог щупов для ЧПУ →
Связанные статьи
- Как работает контактный щуп на ЧПУ: принцип действия и типы
- калибровкаа щупа на фрезерном обрабатывающем центре
- Renishaw vs Heidenhain: сравнение измерительных щупов для ЧПУ
- Бесконтактные лазерные системы измерения инструмента: когда они нужны
Похожие статьи

15 июня 2026 г.
Привязка инструмента по датчику: как настроить
Как правильно выполнить привязку инструмента по датчику на станке с ЧПУ: пошаговая инструкция, виды датчиков, типичные ошибки и советы.
Читать статью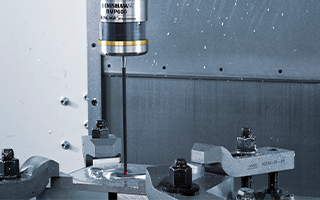
7 июля 2026 г.
Подбор измерительной системы по артикулу
Как расшифровать артикул щупа или датчика и правильно подобрать измерительную систему для станка с ЧПУ. Без ошибок и переплат.
Читать статью
7 июля 2026 г.
Погрешность измерения на станке: из чего складывается
Разбираем все составляющие погрешности измерения на станке ЧПУ: геометрия станка, щуп, температура, динамика. Как контролировать и минимизировать.
Читать статью