Виды измерительных щупов для ЧПУ: обзор типов
Производительность обрабатывающего центра напрямую зависит от того, насколько точно и быстро система знает положение заготовки и длину инструмента. Ручная привязка с индикатором и щупом-«бумажкой» — это брак в серии, потерянное время и человеческий фактор на каждой операции.
Разберём все актуальные виды измерительных щупов для станков с ЧПУ: как они устроены, какой принцип работы лежит в основе, для каких задач и типов оборудования каждый подходит лучше всего.
Зачем вообще нужны измерительные щупы
В общем случае существует два варианта контроля точности обработки заготовки: непосредственно на станке или после снятия с него — с помощью различных измерительных средств, в том числе координатно-измерительных машин (КИМ). Контактные щупы заменяют ручной инструментальный контроль, для которого нужно снимать заготовку и выполнять проверку деталей на КИМ — процесс, требующий от оператора большего числа действий и увеличивающий время простоя оборудования. Внедрение цифровых систем позволяет интегрировать операции по измерению заготовки и последующей корректировке непосредственно в цикл обработки, что выводит производство на принципиально новый уровень. Измерительные щупы уменьшают время установки, продлевают срок службы станка и повышают точность изготавливаемых деталей.
Два базовых применения щупов на ЧПУ
На практике щупы решают два класса задач:
- Привязка заготовки — определение реального положения детали в рабочей зоне, выставление нулевой точки по осям X, Y, Z.
- Измерение инструмента — определение фактической длины и радиуса фрезы, сверла, расточной головки; контроль износа и обнаружение поломки.
Функции наладки, измерения и контроля могут быть реализованы в ручном режиме или управляться программой совместно с системой ЧПУ — большинство современных СЧПУ поддерживает данный функционал.
Тип 1: Триггерные (контактные) щупы
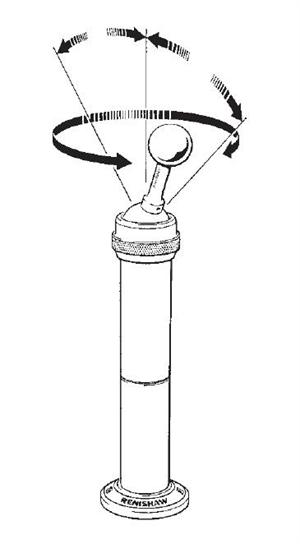
Триггерный щуп — самый распространённый тип. Принцип работы прост: при касании стилусом поверхности детали механический переключатель размыкает цепь и генерирует дискретный сигнал «СТОП» для системы ЧПУ. Координата фиксируется в момент касания.
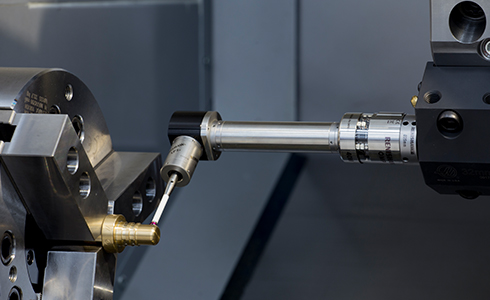
Для измерения заготовок непосредственно на станке применяются щупы триггерного типа. Это наиболее отработанная и надёжная технология с десятилетиями производственной истории.
Характеристики триггерных щупов
| Параметр | Типовые значения |
|---|---|
| Повторяемость (2σ) | 1–2 мкм |
| Контактное усилие | 0,08–0,15 Н |
| Диаметр измерительного шарика | от 1 мм |
| Рабочие направления | 2D (XY) или 3D (XYZ) |
Измерение точности обработки непосредственно на станке с ЧПУ стало возможным благодаря достаточно высокой точности позиционирования рабочих органов — дискретность перемещений привода подач в современных станках равна 1 мкм, а в некоторых — 0,1 мкм.
Ключевые производители: Renishaw (серии OMP, RMP), HEIDENHAIN (серия TS), Marposs, Metrol.
Важно: Триггерный щуп даёт точку срабатывания, а не непрерывный сигнал. Для сканирования поверхностей сложной формы он не подходит — нужен аналоговый.
Выбрать триггерный щуп для вашего станка →
Тип 2: Аналоговые (сканирующие) щупы
Аналоговый щуп, в отличие от триггерного, не просто фиксирует момент касания — он непрерывно измеряет отклонение стилуса по трём осям и передаёт аналоговый сигнал в реальном времени. Это позволяет сканировать поверхности произвольной формы за один проход.
С помощью специального программного обеспечения, например FormControl или оцифровывающего ПО, можно оцифровывать заготовки или измерять поверхности произвольной формы непосредственно на станке.
Где применяются аналоговые щупы
- Реверс-инжиниринг и оцифровка сложных поверхностей (пресс-формы, лопатки турбин, корпусные детали со скруглениями)
- Контроль профиля в авиационной и автомобильной промышленности
- Измерение изделий, где триггерный щуп дал бы единичные точки, а нужна сплошная кривая
Лучшие модели на технологии RENGAGE™ обеспечивают повторяемость 0,25 мкм (2σ). Это в 4–8 раз точнее стандартного триггерного щупа.
Ограничение: аналоговые щупы значительно дороже триггерных и требуют совместимого контроллера с поддержкой аналогового ввода. Подходят не для всех систем ЧПУ.
Тип 3: щупы для измерения инструмента (Tool Setter)
Это отдельный класс щупов — не для заготовки, а для самого режущего инструмента. Устанавливаются стационарно в рабочей зоне станка и позволяют автоматически определять длину и радиус фрезы, сверла или расточной оправки без участия оператора.
Для измерения инструмента на станке у HEIDENHAIN есть решение — 3D щупы серии TT, а также лазерные системы TL. В измерительном 3D-щупе TT 140 при его отклонении вращающимся или неподвижным инструментом генерируется коммутационный сигнал, который передаётся в систему ЧПУ.
Типичные задачи Tool Setter
- Автоматическая привязка длины инструмента после смены в магазине
- Контроль износа фрезы по разнице измеренной и паспортной длины
- Обнаружение поломки инструмента (отсутствие сигнала касания = сломан)
Процессы износа или поломки инструмента, своевременно не выявленные, особенно в автоматизированном производстве, приводят к браку и нежелательному росту производственных затрат. Поэтому крайне важно проводить своевременный контроль размеров инструмента и степени его износа.
| Параметр | Контактный Tool Setter | Лазерный Tool Setter |
|---|---|---|
| Применение | Фрезы, сверла, развёртки | Малые диаметры от 0,05 мм |
| Измерение на вращении | Нет / ограничено | Да |
| Чувствительность к СОЖ | Средняя | Высокая (нужна защита) |
| Стоимость | Низкая–средняя | Средняя–высокая |
Тип 4: По способу передачи сигнала
Принцип измерения (триггерный или аналоговый) — одна характеристика щупа. Вторая, не менее важная — как сигнал доходит от щупа до контроллера. Здесь три варианта.
Проводные щупы
Простейший и надёжнейший вариант. Кабель идёт от щупа напрямую к интерфейсному модулю. Ограничение — кабель мешает при полном вращении шпинделя, поэтому проводные щупы применяются преимущественно на токарных станках или как Tool Setter.
Инфракрасные (ИК) щупы
Измерительный щуп ЧПУ является съёмным, и поэтому передача сигнала от него в процессе измерения должна выполняться бесконтактно.
ИК-передача — стандарт для большинства фрезерных обрабатывающих центров. щуп устанавливается в шпиндель из магазина, измеряет, передаёт сигнал на ИК-приёмник, закреплённый на колонне станка. Работает на дальности до 5–8 м, чувствителен к стружке и СОЖ в зоне передачи.
Радиощупы
Система датчиков на основе радиосвязи подходит для различных сложных условий работы при обработке на станках с ЧПУ. Радиоканал не требует прямой видимости между щупом и приёмником, нечувствителен к загрязнению зоны передачи. Рабочий диапазон — до 15 м. Оптимальны для крупных обрабатывающих центров и портальных станков.
Пользователи могут выбирать датчики с различным типом выходного сигнала, что позволяет интегрировать их в большинство современных систем ЧПУ.
Подобрать щуп с нужным типом передачи →
Тип 5: Специализированные и нишевые щупы
щупы для токарных станков
На токарных станках с ЧПУ щупы устанавливаются в одной из позиций револьверной головки. Конструктивно они рассчитаны на работу без вращения и, как правило, имеют проводной или ИК-интерфейс с боковым углом приёма сигнала.
щупы для токарных и шлифовальных станков всех размеров отличаются надёжной кинематикой, приёмом и передачей сигнала на 360° и повторяемостью 1 мкм (2σ).
Миниатюрные щупы
Датчики для малых станков и миниатюрных деталей имеют диаметр корпуса 25 мм и длину 42,4 мм без стилуса. Диаметр измерительного шарика может составлять от 0,2 мм — для работы в условиях ограниченного пространства.
Оптические системы
Система оптического датчика OPS-30 используется в обрабатывающих центрах, фрезерных станках с ЧПУ и сверлильных центрах; она включает оптический датчик, приёмник и стандартное измерительное программное обеспечение. Оптика особенно востребована при измерении тонких фрез диаметром менее 0,5 мм, где контактный Tool Setter создаёт риск повреждения инструмента.
Ключевые производители и модельные линейки
| Производитель | щупы заготовки | щупы инструмента | Передача сигнала |
|---|---|---|---|
| Renishaw | OMP40-2, RMP60, SPRINT | NC4, TRS1, RTS | ИК, радио |
| HEIDENHAIN | TS 460, TS 740, TS 642 | TT 140, TT 460 | ИК |
| Marposs | T25, Mida ML60 | BRT Altro, E86 | ИК, радио |
| Metrol | Z-nano, CPS | TBP | Проводной, ИК |
| Пионер (Pioneer) | TP60, TP200 | TM серия | ИК, радио |
Каждый датчик имеет свои уникальные особенности: точность измерения, диапазон рабочих температур, устойчивость к вибрациям и ударам. Также важным параметром является защищённость датчика от производственных загрязнений, что гарантирует его долговечность и надёжность в эксплуатации.
Ключевое правило: защита корпуса щупа не ниже IP67 — обязательное требование для любого станка, работающего с СОЖ. Для погружной обработки выбирайте IP68.
Быстрая памятка: как выбрать щуп для ЧПУ
- Определите задачу → привязка заготовки или измерение инструмента (нужны разные устройства)
- Выберите принцип измерения → триггерный (точечные замеры) или аналоговый (сканирование поверхностей)
- Учтите тип станка → фрезерный/обрабатывающий центр — ИК или радио; токарный — проводной или ИК 360°; портальный крупногабаритный — радио
- Проверьте совместимость с ЧПУ → Fanuc, Siemens 840D, HEIDENHAIN TNC, Mitsubishi M800 — у каждой системы свои циклы измерения
- Уточните класс защиты → IP67 минимум, IP68 для работы в СОЖ
- Оцените повторяемость → серийное производство — до 2 мкм; авиация/медицина — 0,25–1 мкм; общемашиностроительные задачи — до 5 мкм
Подобрать щуп под вашу задачу →
Связанные статьи
Похожие статьи
7 июля 2026 г.
Прослеживаемость измерений и сертификаты калибровки
Что такое прослеживаемость измерений, как читать сертификат калибровки щупа и зачем это нужно при работе на ЧПУ.
Читать статью
1 июля 2026 г.
Heidenhain TS и TT датчики: обзор и отличия
Обзор датчиков Heidenhain TS и TT для станков с ЧПУ: принцип работы, модели, технические характеристики и критерии выбора.
Читать статью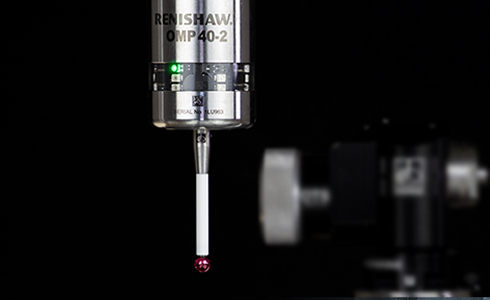
1 июля 2026 г.
Щуп не срабатывает: причины и что делать
Разбираем все причины, по которым измерительный щуп ЧПУ не срабатывает: от севшей батарейки до помех радиоканала. Пошаговая диагностика.
Читать статью